
Crowning Tafla Tryggja hár beygja nákvæmni á Pressbrake
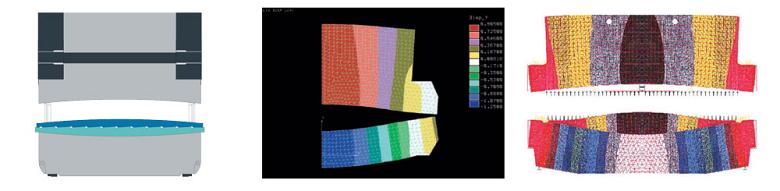
Til að tryggja nákvæmar, endurnýjanlegar myndar niðurstöður er nauðsynlegt að bæta fyrir sveigjanleika sem í eðli sínu á sér stað í geisla (ram) og borði á stuttbremsunni þegar álag er beitt. Án sveigjunarbóta er líklegt að verkstykki muni hafa einhvers konar aflögun í miðju þegar það er bogið meðfram lengd stuttbremsunnar. Þetta er sérstaklega fyrir stuttbremsur 8 fet eða lengur, 80 tonn eða meira, og þegar beygja er langur eða stór hluti, þá getur það einnig verið við myndun styttra vinnubúnaðar. Til að halda beygjuhorninu í samræmi við lengd hluta þess, þarf þrýstibremsa að vera kröftugakerfi, annaðhvort í geisla, í borðið eða í báðum.
Á þessum aldri með stuttum lotum, flóknum hlutum og fljótur viðsnúningi, tryggir trygging skilvirkni, hluti nákvæmni og endurtekningarnákvæmni. Í forritum með mikla tonnage hjálpar crowning að framleiða beinar beygjur í krefjandi, háþrýstivökva.
Crowning Basics
Flestir nútímalegar bremsur nota servó-vökva kerfi þar sem lokað-lykkja stýrir stöðu hrútsins. Í báðum endum geisla, undir vinstri og hægri stimplum, fylgist staðsetningarmælir hreyfingar og staðsetningarárekstur geisla. Vélin stjórnandi vinnur þessar upplýsingar og notar það til að stilla geisla í nákvæmni 0,01 mm. Það gerir þetta með því að virkja vinstri og hægri servó lokar efst á hverju vökva stimpla.
Með beygjunarhringrásinni tryggir servovökvakerfi að stimpla í hvorri endi geislans nær til áætlaðs stöðu sem komið er fyrir í vélstýringunni og leiðir til rétta beygjuhornsins. Vegna þess að stuttir bremsar hafa tilhneigingu til að sveigja undir álagi, sérstaklega í miðju vélarinnar milli stimpla, mun hornið í miðju þrýstibremsans vera meira óstöðugt en hornið undir rammanninum. Án íhlutunar mun þessi beyging valda því að sveigjanlegt horn breytilegt yfir lengd þrýstibremsunnar.
Til að bæta við, getur stutt bremsur verið búið með crowning kerfi sem býr til gagnstæða gildi, eða "bugða" til að vega upp á móti sveigju geisla og borð. The crowning kerfi tryggir að hrútur og borð eru samhliða meðan beygja (sjá mynd 1 ).
Crowning hefur verið notað síðan seint 1970 og byrjun 1980. Eftirspurnin á bremsum með hærri tonnage, háþrýstingsstyrk, og þörfina á að beygja lengri lengd, hafa dregið úr þörfinni fyrir kröftun, þar sem sveigjanleiki í vélinni er meiri í þessum forritum.
Áður en kröftun var fyrir hendi, ýttu á bremsafyrirtæki þurfti að pregraind bugða í borðið á þrýstibremsunni til að vega 75 prósent af vélbendingu. Í dag eru kerfi háþróaður. Með því að nota forritanlegar krömpukerfi, koma stjórnendur inn í þykkt þykkt, lengd, deyjaopeninga og efnisþolsstyrksgögn í stjórnina, sem sjálfkrafa ákvarðar raunveruleg sveigjanleika borðar og ramma og forspennun er fengin fyrir hverja beygju. Saman, vökvakerfi og þrýstingur bremsa bremsa bremsunnar nái nákvæmlega beygjuhorn með lágmarks íhlutun í stjórnanda.
Val í Pressbrake Bending Crowning Tafla
Yfirborð er almennt notað á þrýstibremsum 80 tonn, 8 fet eða stærri. Hægt er að beita kröftugum bremsum, en það fer eftir lengd bremsuborðsins og umsókninni. Því lengur sem fjarlægðin er milli uprights, því meiri er vélin sveigjanleg. Einnig, því hærra sem vélmagni, því meiri þörf fyrir sveigjubætur. Til að beygja bæði þykkt og þunnt efni er mælt með crowning kerfi.
Vökvakerfi og CNC vélræn víkingarkenning eru tveir algengustu tegundir crowning kerfi. Hægt er að kaupa víkingarkerfi fyrir víkinga sem viðbót við þrýstibremsa í gegnum þrýstibremsuframleiðandann eða verkfæri birgis. Vökvakerfi er byggt inn í vélina. Kostnaður þessara kerfa er sambærileg, þannig að val er meira spurning um nákvæmni, skilvirkni og notkun.
Vökvaknúningur beitir þrýstingi á hólfin á beygjuströnginu til að bæta fyrir sveigju vél. Flest þessara kerfa geta ekki sótt um allan rúmið á vélinni. Þess í stað er magn sveiflunarinnar sem crowning kerfið stillir fyrir fer eftir strokka staðsetningunni. Sumir vökvakerfi kerfi notar aðeins miðjuhylki eða þríhyrnings kerfi, og sumir veita yfir 60 prósent af rúminu, en ekki allt rúmið.
Mynd 1
Ef efri og neðri geislar eru ekki samhliða við beygingu mun beygjahornið vera mismunandi eftir lengd vinnustykkisins.
Vökvakerfinir nota öll sömu vökva línu. Þar af leiðandi, enginn stakur getur beitt fullri kröftugri krafti; þetta gildi er beitt á öllum vökvakerfunum, hvort sem það eru tveir, þrír eða 10.
A wedge-stíl crowning kerfi samanstendur af tveimur raðir af wedges yfir lengd rúminu; Ein röð er fast og hinn er hreyfanlegur (sjá mynd 2 og 3 ). Víkin í miðju rúminu er hærri en víkin undir stimplunum, og halla halla minnkar í átt að hrútnum frá miðju rúminu.
Þegar það er virkjað, skapar hreyfibúnaðurinn boga með hápunktinum í miðju rúminu og lágu punktunum í hvorri enda rúmsins undir stimplunum til að búa til spline feril í borðið. The crowning kerfi, sjálfkrafa stjórnað, bætir rúm sveigju og geisla undir mismunandi beygja sveitir. Í wedge-stýrikerfi er borðið hannað til að bera ákveðna álag eftir því hversu mikið er krafist. Vissir kröftunarkerfi veita forritunarnákvæmni ± 0,01 mm og staðsetningar endurtekningar ± 0,005 mm.
The wedge kerfi reikningur fyrir crowning fyrir fullt lengd af rúminu vegna þess að það er machined sérstaklega fyrir það rúm. Það er einnig hægt að meðhöndla sveigju bætur hærri tonnage og styttri rúm lengd. Crowning er hægt að breyta til að beygja við hvaða stöðu á rúminu. Þessi aðlögun er gerð í rauntíma um stjórnina, þannig að engin framleiðslutími er týndur í vinnslu.
Hins vegar er alhliða wedge kerfið ekki sérstaklega við þrýstibremsu og er byggt úr hefðbundinni körfuhönnun. Það er hægt að stjórna CNC og það mun taka mið af sveigju, en það er ekki sérstaklega við umsóknina eða efni þess. Það notar líka ekki miðlæga gagnagrunn til að stilla magn leiðréttingar á bendingu, þannig að hæfileiki þess er takmarkaður og flóknari.
Hægt er að endurnýja alhliða krömpukerfi til núverandi þrýstibremsu til að uppfæra hæfileika sína. Einnig er hægt að setja það í smærri tonnage, þrýstibremsa sem ekki er boðið upp á til að fá stjórnendum meiri stjórn á beygjunni.
Fjölgunarkerfi endurbygging getur verið gagnleg og stundum nauðsynleg, sérstaklega þegar forritið breytist eða þróast. Til dæmis, ef framleiðandi loftræstikerfisins flytur frá því að framleiða íbúðabyggð hluti sem hægt er að mynda á skilvirkan hátt án þess að krækja í að gera miklu stærri, þyngri hluti í iðnaðarhlutum, nýir hlutaráðið ræður þörfina fyrir crowning. The crowning kerfi mun auka skilvirkni með því að útiloka fjölda stillinga og uppsetningar til að framleiða lengra beygjulengdar.
Deflecting mynda áskoranir fyrir Pressbrake Crowning borð
Með því að tryggja stöðugan horn yfir lengd beygjunnar, dregur beygingin einnig úr skipulagi, lágmarkar rusl og útrýma þörfinni fyrir inngjöf ökumanns eða fyrir hæfileikaríkan þrýstibylgju.
Án crowning kerfi, sigrast vél sveigja er handbók aðgerð með shims eða með því að breyta deyjum. Reiknaðu magn af shimming sem krafist er getur verið tímafrekt ferli, oft eitt af reynslu og reynslu, sem framleiðir dýrt rusl. Jafnvel reyndar skipulagafyrirtæki munu búa til einhvern magn af rusl þegar gerð er hlutar á vél með handstýrðri krömpu rúmi.
A CNC crowning kerfi framleiðir sjálfkrafa þessar útreikningar. Það dregur einnig úr þeirri hæfni sem þarf til að stjórna vélinni, þannig að bæta skilvirkni og framleiðni.
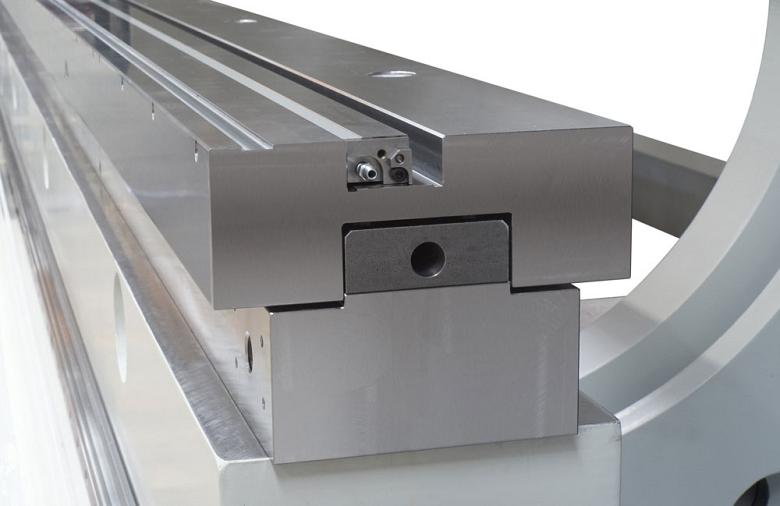
Mynd 2
Þetta wedge-stíll crowning kerfi er sérsniðin fyrir hverja stuttbremsu. Tengdir hlutir eru ma
Hins vegar getur engin rúmmunarkerfi bætt upp fyrir vandamál með verkfærum, svo sem léleg kýla og deyjajöfnun og ósamhverfar renna á vinnustykki. Ónákvæmni eða ójafnt borið verkfæri mynda hluta með ósamræmanum sjónarhornum. Verkunarvandamál eru að hluta til ábyrg fyrir vandamálum í tengslum við ósamhverfar horn með beygjulínu.
Nákvæmni-jörð verkfæri hjálpar til við að tryggja nákvæma beygjuhorn með öllu beyglulengdinni. The deyja er með framsækið radíus á báðum hliðum V-opunnar, þannig að efnið flæðir inn í deyrið jafnt og með minna dragi (sjá mynd 4 ).
Hátíðni Umsóknir um stærri þrýstihring
A CNC crowning kerfi bætir fyrir samhverf sveigju á stuttbremsunni. Þegar efni eiginleikar eru þau sömu yfir lengd hlutans, þá er staðalfyllingin nægjanleg. En þegar efnislegir eiginleikar eru breytilegir og krefjandi, sérstaklega með þyngri eða lengri vinnustöðum og í háþrýstingsstyrkefnum eins og S1100, S1300, Hardox® og Armox®-háþróaðri forritanlegu kröftugakerfi, stjórnað af CNC, veitir meiri bætur fyrir vélbendingu og að lokum meiri sveigjanleiki.
Efniviður með háþrýstingsstyrk þurfa meira afl til að beygja, hafa meiri springback, og þarfnast meiri krömpunar (sjá mynd 5 ). Notkun háþrýstivara er að aukast, sérstaklega í stórum beygjuforritum (12 fet eða lengur), þar sem framleiðendur líta á að draga úr þyngd lokaprófsins án þess að hætta á uppbyggingu.
Skrímsli er jafnvel meira gagnrýninn fyrir Tandem, Tridem eða Quadem stutt bremsur, sem sameina tvær, þrír eða fjórir stutt hemlar, hver um sig, af svipuðum eða ólíkum tonnage í samstilltu stillingu. Þessi kerfi samstilla vélhólfin á 5 millisekúndum og stöðugt að athuga hvort stöðugt beinlínu hreyfing sé í vélinni. Sumir þessara véla nota ennþá aðra tegund af crowning kerfi sem inniheldur tvöfalda crowning borð. Það er í meginatriðum tvær CNC-kröftugakerfi ofan á hvor aðra með ósamhverfri en viðbótarmikillri krömpu.





